
In the fast-paced world of modern manufacturing, precision and efficiency are paramount. Have you ever faced challenges when working with complex shapes or difficult materials? Wire EDM (Electrical Discharge Machining) is here to address those very issues. Renowned for its ability to achieve high precision while saving both time and costs, wire EDM technology is becoming increasingly vital in various industries. In this article, we will explore the process of wire EDM, its numerous advantages, and its diverse applications, inviting you to discover how this innovative machining solution can enhance your production capabilities.
What Is Wire EDM?
Wire EDM is a very accurate method of machining. Thermal energy erodes the workpiece. There is a thin metal wire, normally made of brass or copper, with deionized water serving as a conductive medium. This may effectively cut metals and prevent rust, therefore forming geometries that have a very high degree of accuracy.
EDM history goes back to 1770 when Joseph Priestly first noticed material removal through electrical discharges. During the 1940s, Soviet researchers developed this technology further, mainly for materials that are difficult to machine such as tungsten. By the 1980s, wire EDM machines reached amazing speeds of as high as 64 square millimeters per minute, thus being an indispensable tool in today’s manufacturing. Capable of producing very accurate parts, wire EDM has found its place in many industries where high accuracy and complicated designs are required.
How Does Wire EDM Work?
Ever wondered how highly detailed metallic parts with such fine details could be made? Then, one of the interesting technologies that play a significant role in such manufacturings is Wire Electrical Discharge Machining, popularly known as wire-cut EDM.

Wire EDM is one of the high-precision machining methods. basically several steps are involved in the operation of a Wire EDM: The workpiece and fine metal wire should be firmly fixed in the EDM machine to ensure stability during the entire machining process. In this stage, operating parameters are to be adjusted by the operator with great care and accuracy. Once the setup is complete, the machine starts generating controlled electrical discharges-similar to sparks-between the wire and the workpiece. These sparks happen at very high frequencies and release energy instantly to serve to very rapidly heat the surface of the metal to its melting point, creating small molten zones. This process of controlled discharge is really the heart of wire EDM and constitutes an effective method of material removal.
At the same time, every spark erodes a small amount of material from the workpiece in such a way that it gradually gets the desired cutting shape. The fine metal wire continuously moves up and down a path that is pre-set, so that computers can provide the high level of precision required in complex shapes with fine details. By operating the current, pulse time, and coolant flow rate accordingly, an operator can optimize the machining process such that the final product will be able to meet strict dimensional and tolerance requirements.
Parts Of A Wire EDM Machine
A typical Wire EDM machine is quite an involved piece of machinery, with a large number of major components working in a unified manner.
The commonly used components of the Wire EDM machine include a Wire Drive System, which is described as the heart of operation. The unit feeds the wire from the spool into the cutting zone and keeps perfect tension. It maintains the stability and accuracy of the wire during the process, and due to this, wire does not exhibit errors in cutting due to fluctuating tension. The Power Supply is the powerhouse, feeding in electrical current to drive the spark erosion process, while the Dielectric System acts like the cleaning crew, circulating and filtering the dielectric fluid to keep it clean throughout the operation.
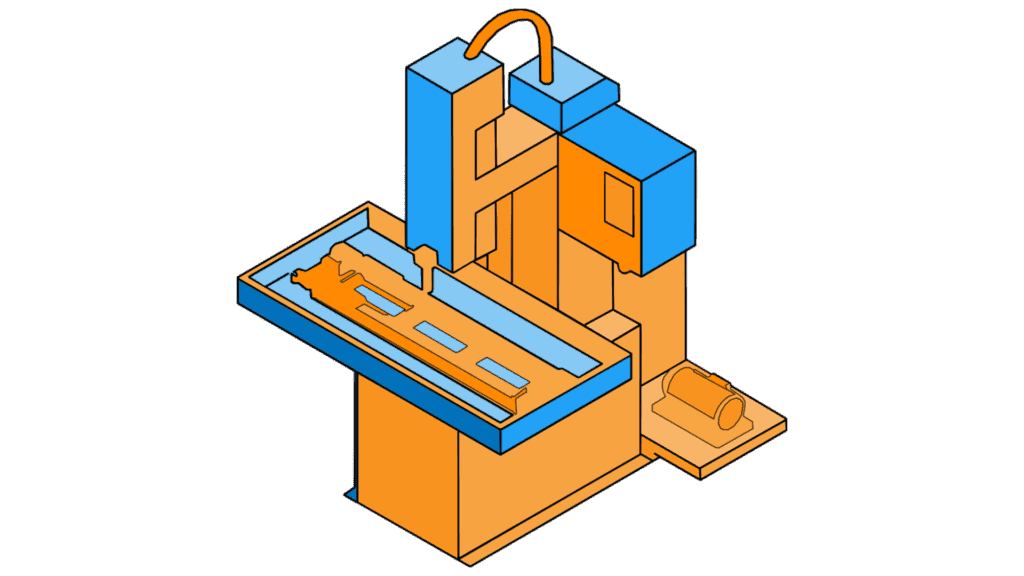
Worktable: It is the table upon which the workpiece sits during the cutting process. The worktable provides a secure platform on which the workpiece is mounted and, therefore, provides its stability, which is directly related to machining quality. Control Unit: The control unit is the brain of the whole operation-a computer-based system that regulates all the aspects of EDM, including wire speed, spark frequency, and the path of cutting. Last but not least, Wire Guides are precision parts that enable the wire to track the cutting path with pinpoint accuracy, greatly contributing to the overall effectiveness of the machining process. In brief, these components altogether let the Wire EDM machine achieve high precision and meet stringent demands in today’s manufacturing.
What Materials Can Be Processed With Wire EDM?
Wire EDM is a versatile process that can handle a wide range of conductive materials. Think of it as a master craftsman with a knack for various metals and alloys.
Tool Steels
Wire EDM is highly effective for processing tool steels, such as D2, O1, and A2. These materials are ideal for tooling applications due to their high hardness and wear resistance. They are commonly used in the manufacture of molds and dies, where precision and durability are crucial for achieving high-quality parts.
Stainless Steels
Stainless steels are another material well-suited for wire EDM. They are perfect for components that require excellent corrosion resistance, making them ideal for use in environments exposed to moisture or chemicals. The precision offered by wire EDM allows for intricate designs in stainless steel components, ensuring functionality and longevity.
Titanium Alloys
Titanium alloys are widely utilized in the aerospace and medical industries, where their exceptional strength-to-weight ratio is critical. Wire EDM is capable of producing intricate shapes and precise features in titanium, making it a preferred choice for high-performance applications that demand reliability and lightweight characteristics.
Aluminum
Aluminum is a versatile material that can be effectively processed using wire EDM. Its lightweight nature and high strength make it suitable for various applications. Additionally, aluminum is easy to machine and has good thermal conductivity, making it a popular choice in sectors such as automotive and aerospace.
Copper And Brass
Wire EDM is essential for processing copper and brass, which are vital materials for electrical components and precision parts. The high accuracy of wire EDM allows manufacturers to create complex geometries and fine details in these conductive materials, enhancing their performance in electrical applications.
Inconel And Other Superalloys
Inconel and other superalloys are commonly processed using wire EDM due to their ability to withstand high temperatures and stresses. These materials are essential in aerospace and power generation applications, where performance and durability are paramount. Wire EDM’s precision ensures that components meet stringent specifications.
Carbides
Carbides are extremely hard materials often used in cutting tools and molds. Their hardness presents unique challenges during machining, making wire EDM an excellent choice for processing them. High-quality wires, such as tungsten or coated wires, are typically required to ensure efficient and high-quality machining of carbides.
Tolerance Of Wire EDM
One of the most salient aspects of Wire EDM is the incredible precision with which it is capable. Imagine being able to make parts that have tolerances as small as +/- 0.0001 inches (+/- 0.0025 mm)! That’s like splitting a hair several times.
Accuracy by Wire EDM is very high, with a typical range of tolerance between ±0.001 inches and ± 0.0005 inches, and ± 0.025 mm and ±0.0127 mm, respectively. Accuracy is related to wire diameter, machine stability, and programming. The achievable tolerance depends upon a few factors: the material being cut, wire diameter, and the capability of the machine.
Advantages Of Wire EDM
Why choose Wire EDM over traditional machining methods? It has some serious advantages that make it a top contender in the world of precision manufacturing.
- High Precision: Produces intricate shapes with tight tolerances, ideal for strict specifications.
- No Mechanical Stress: Non-contact nature prevents deformation and residual stresses in delicate parts.
- Ability To Cut Hard Materials: Effectively machines extremely hard materials, expanding material options.
- Complex Geometries: Easily handles intricate and complex shapes that are challenging for traditional methods.
- Smooth Surface Finish: Provides excellent surface finishes, often eliminating the need for secondary processing.
- Minimal Material Waste: High accuracy reduces excess material removal, enhancing efficiency.
- Versatility: Cuts a wide range of conductive materials, regardless of hardness.
- No Heat-Affected Zone: Minimizes heat generation, preventing material distortion.
What Are The Limitations And Challenges Of Wire EDM Cutting
While powerful, Wire EDM does have a set of limitations. Understanding the associated challenges will be essential for making intelligent decisions on when and how to utilize this process.
The specific limitations of wire EDM are as follows: it can only be applied to electrically conductive materials, which means that it falls into a more narrow field of materials and excludes the non-conductive options such as certain plastics and ceramics. Sometimes, with thicker materials, wire EDM can be notably slower as compared to some traditional machining methods. That is, with high precision, one may need to invest more time and patience in the process of cutting.
Other challenges include getting accurate taper cuts, needing special heads and software. Then there is the occasional wire break during machining that creates some down time and possible rework. Normally it is just a minor issue, though. Lastly, the cost of Wire EDM machines and consumables has tended to be higher compared to many of the more traditional methods, thereby limiting its growth among manufacturers. Recognizing such limitations is essential in the effective use of wire EDM technology for production.
What Are Key Factors To Consider When Using Wire EDM?
Want to take up the Wire EDM for your project? That is a great idea! But before starting the work, there are a few important factors that must be considered for optimal results.
There exist several variables that influence the machining quality in the process of Wire EDM. Important among them is the selection of the wire, involving material and diameter, since it has to be compatible with the workpiece in view of the required precision. A finer wire gives higher detail but reduces the speed at which cutting is done, while a thicker wire will suit more robust materials. For efficiency in the cutting and quality of the surface, proper cleaning and circulation of the dielectric fluid are necessary, as impurities would reduce performance.
The second important aspect is the calibration of the machines, and for that, periodic maintenance ensures that their results are accurate and reliable. The optimization of pulse duration, voltage, and wire speed tends to balance the material removal and precision. Proper workpiece preparation is taken on to avoid its movement during cutting, ensuring accurate results. Finally, good thermal management diminishes heat-related issues and, thus, enables the integrity of the machined part to hold together. Keeping this in mind, a manufacturer can enhance both precision and efficiency in wire EDM processes.
Applications Of Wire EDM
It is a versatile technology; hence, the place of wire EDM falls in quite a wide range of industries. Let’s look at some of the exciting applications it serves.
EDM is a very versatile machining process with extensive application fields, acclaimed for its precision and ability to produce complicated components. In tool and die manufacturing, Wire EDM is indispensable in the manufacturing of molds, dies, and other complicated tooling components with high accuracy. This allows possibilities for manufacturers to realize detailed shapes, which are an essential factor in the efficiency of production in various applications.
Owing to its importance in the manufacture of components that require tight tolerances coupled with superior material properties, Wire EDM is very important in the manufacture of different parts in both the aerospace and medical sectors. The extreme conditions faced by the different parts in aerospace mean that precision becomes an important aspect; hence, much reliance is always pegged on the accuracy provided by Wire EDM. In equal measure, this has been helpful in the medical industry through the manufacture of precise instruments and implants of complicated geometries, which have been useful in ensuring reliability and safety during medical procedures.
The automotive and electronics industries also use Wire EDM for very accurate part fabrication, including injection molds, engine components, complicated electrical parts, and fine-detailed connectors. Wire EDM also enables jewelry makers to make detailed and delicate pieces with exceptional accuracy. Its application also extends to the energy sector, where the technology manufactures components of renewable energy systems like wind turbine parts. Generally speaking, the capability of Wire EDM enhances quality and efficiency in all these diverse fields.
What Is The Difference Between EDM And Wire Cut EDM?
Let’s clarify some terms first. You may have heard of EDM and Wire-cut EDM, but are they really the same thing?
EDM is a generic term referring to a group of processes in which material is removed by electrical sparks. Wire-cut EDM, as we have been discussing, is one type of EDM in which the electrode takes the form of a thin wire. Think of EDM as the family, and wire-cut EDM as a particular member of that family.
The major differences concern the electrode employed. In a Ram/sinker EDM, a shaped electrode is used while Wire EDM uses a thin wire. Ram EDM is majorly applied in areas involving creation of cavity and complex shapes, but application of wire EDM applies best in areas concerning cutting and profiling.
What Other Types Of EDM Processes Are There?
One should not be of the opinion that wire EDM is the sole player in the EDM field.
Sinker EDM uses a shaped electrode which in turn would create complex cavities and features in a workpiece. The process finds broad applications in tool and die making because this can result in very complex designs, which are rather difficult by normal machining.

Another variant is Hole Drilling EDM, which is used more in drilling deep and accurate holes through thick materials. This method is mainly used in the fabrication of dies when small-diameter deep holes with accuracy are required. In the case of Hole Drilling EDM, a fine electrode is used so that the location of the holes is quite accurate and within tight tolerances.
Conclusion
EDM wire cutting probably is one of the most accurate and versatile manufacturing methods that use complicated forms in hard materials with outstanding accuracy. Since there is no contact with the workpiece, the workpiece stresses are minimal, which makes the process indispensable in very precise industries requiring tight tolerances and quality finishes. Although it has certain limitations, Wire EDM enjoys an advantageous position due to advantages such as the capability to produce complex geometries with superior surface finishes in a wide range of applications in tool and die making, aerospace, medical devices, and more.
Final Thoughts
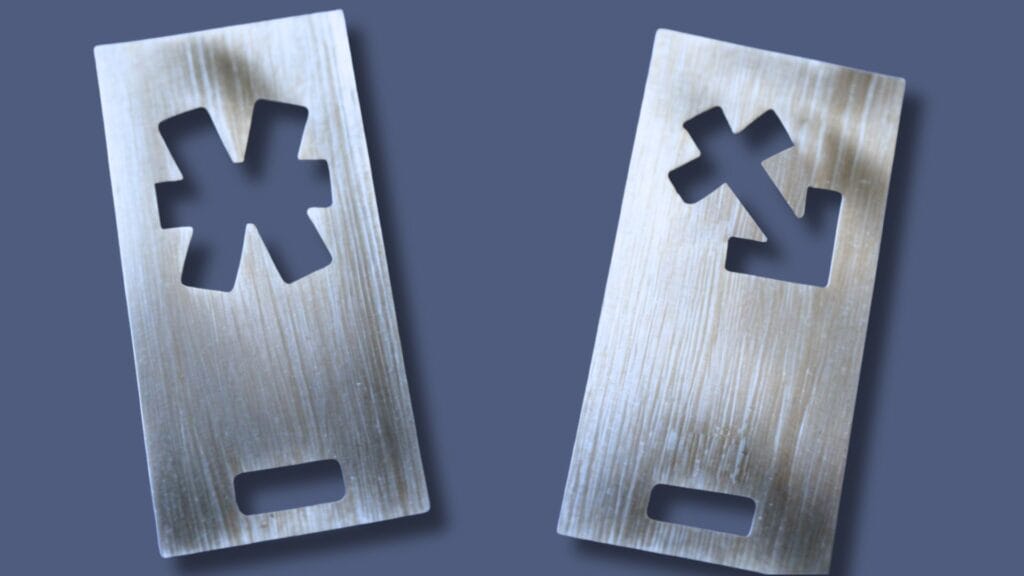
With 15 years in CNC machining service, I can confidently say that Wire EDM cutting is a game-changer for producing complex and precise components. I’ve handled projects where Wire EDM allowed for intricate designs and tight tolerances, especially in aerospace and medical applications. In one instance, we manufactured a component with incredibly narrow slots and fine details that traditional methods couldn’t achieve without risking deformation or surface defects.
At Ultirapid, we leverage Wire EDM to deliver high-precision parts across challenging materials. Our experienced team ensures smooth production with optimal settings for every project. If you’re looking for reliable, complex part manufacturing, Ultirapid’s expertise in Wire EDM offers the quality and precision you need for demanding applications.
Faqs
When To Use Wire Wire EDM cutting?
Wire EDM cutting is ideal for applications requiring high precision and intricate designs. It’s particularly effective for hard materials, thin-walled components, and complex geometries. The non-contact nature prevents mechanical stress, making it suitable for delicate parts. Additionally, it is advantageous for prototyping and high-volume production where consistent quality is essential.
What’s The Difference Between Wire EDM And Laser Cutting?
Wire EDM and laser cutting are precision machining techniques with distinct differences. Wire EDM uses an electrically charged wire to erode hard materials, achieving intricate shapes with tight tolerances, ideal for aerospace and tool making. In contrast, laser cutting employs a high-intensity laser to melt or vaporize various materials quickly, making it suitable for thin materials and applications like automotive and signage.
Why Is Deionized Water Used In Wire Cut EDM?
Deionized water is vital in wire cut EDM as it serves as a dielectric fluid, ensuring stable spark generation. Its purity prevents electrical interference and contamination, while also providing effective cooling to prevent overheating and distortion. Additionally, deionized water helps prevent rust and corrosion on the wire and workpiece, extending tooling life and enhancing overall machining quality.



