Deep cavity refers to a cavity that has a large depth but a relatively small cross-section, often used to enhance structural strength or reduce weight. Thin wall, on the other hand, refers to structures with relatively thin wall thickness, designed to minimize material usage and weight while maintaining the required strength and rigidity.
CNC machining of deep cavity thin-wall components is widely applied in fields such as aerospace, automotive, and medical devices, requiring precision machining techniques to meet stringent performance requirements.
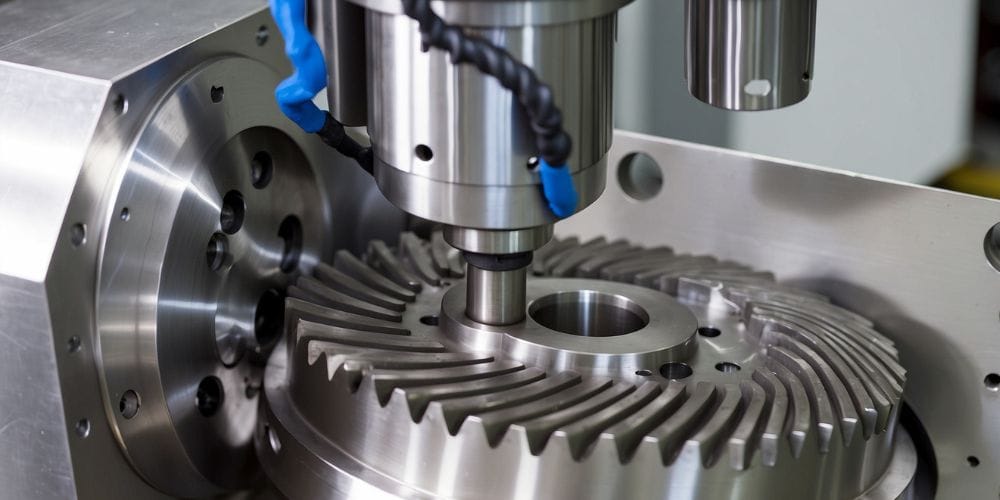
What Is Deep Cavity Machining?

Generally ,Deep Cavity Machining refers to the process of machining parts with a cavity depth greater than 100mm, although the actual limits can be flexible. When machining at greater depths, factors such as workpiece stability, cutting forces, and cutting temperatures must be considered, leading to higher requirements for equipment and tools. It typically necessitates the use of specialized equipment along with detailed planning and quality control.
This technique is often employed in industries where complex geometries and precise dimensions are crucial, such as aerospace, automotive, and mold making. As the complexity of the design increases, deep cavity machining allows for the creation of intricate shapes that would be challenging to achieve with traditional machining methods.
However, because of the significant challenges posed by deep machining, manufacturers must ensure that their CNC machines are capable of handling these demands effectively. The need for appropriate tool selection and the implementation of advanced machining strategies cannot be overstated in achieving the desired outcomes.
What Is Thin Wall Machining?

Generally ,We refer to parts with a wall thickness of less than 2mm as thin wall CNC machining.and this type of machining requires special techniques and equipment to ensure machining precision and surface quality. Thin-walled structures are prone to material deformation and vibration, making the machining process more complex.
Because material deformation and vibration are more pronounced, attention must be paid to cutting parameters, tool selection, and machining processes, which require a high level of technical skill and experience. This is essential to ensure high-quality finished products that meet precision requirements. Overall, thin wall CNC machining is not only a technical challenge but also a test of the machinist’s experience.
How To Machine Deep Cavity Thin-Wall Parts?
When machining deep cavity thin-wall parts, the process can generally be divided into the following steps: part design, development of the machining process plan, material preparation, CNC programming, CNC machining, quality inspection, and surface treatment.
Part Design
Part design is the first step in the machining process and is crucial for ensuring that the part can be effectively machined. Here are some key considerations:
Shape And Structure:The part should meet functional requirements while adhering to machining constraints. Avoid excessive corners and complex internal/external wall designs, as these may complicate the machining process.
Dimensions And Tolerances:Determine precise dimensions and tolerances based on functional needs and machining capabilities. This includes establishing a rational tolerance strategy that aligns with the design specifications.
Wall Thickness:For thin-wall parts (typically less than 2mm), wall thickness design should consider the material’s physical properties and anticipated machining challenges to ensure stability and strength.
Internal Structure:When designing internal features, aim for simplicity to facilitate machining. Complex internal geometries may lead to difficulties in tool access and increase the risk of deformation.
Development Of The Machining Process Plan
Once the design is complete, a comprehensive machining process plan needs to be developed:
Machining Strategy:Determine the appropriate machining methods (e.g., milling, drilling) and strategies that suit the complexity of the part and the required tolerances.
Tool Selection: Choose tools that are suitable for thin-wall machining. Tools with appropriate coatings and geometries can reduce cutting forces and minimize vibrations.
Fixture Design: Create fixtures that can securely hold the part to avoid introducing deformation during the machining process.
Material Preparation
Based on the design requirements and machining characteristics of the part, select suitable raw materials:
Material Selection: Choose materials that provide the necessary strength and stability while being suitable for thin-wall machining. Common choices include aluminum alloys, titanium alloys, or specific plastics.
Preprocessing: Ensure that the material is cut to rough dimensions and check for any surface defects or irregularities that may affect machining.
CNC Programming
CNC programming is a key step in ensuring machining precision.
Program Development: Create CNC programs that accurately reflect the machining strategy and tool paths. Use CAD/CAM software to generate the G-code required for the CNC machine.
Simulation: Run simulations to visualize the machining process and identify potential issues, such as tool collisions or excessive cutting forces.
CNC Machining
Executing the machining process includes:
Setup: Securely set up the part on the CNC machine according to the fixture design.
Machining Operations: Perform machining operations according to the programmed paths. Monitor for vibrations and tool wear, as thin-wall parts are prone to deformation during cutting.
Coolant And Chip Management: Use appropriate coolant and effectively manage chips to avoid overheating and ensure a clean machining environment.
Quality Inspection

Quality inspection is crucial for ensuring that the part meets design specifications.
Dimensional Checks: Use precision measuring tools (such as calipers and micrometers) to measure key dimensions and tolerances.
Visual Inspection: Check for surface defects, such as scratches or deformation, which may affect functionality.
Non-destructive Testing (if necessary): Consider using non-destructive testing methods to assess the integrity of the part based on application requirements.
Surface Treatment

Final surface treatment can enhance the performance and aesthetics of the part.
Surface Finishing: Apply appropriate surface treatments, such as anodizing, coating, or polishing, to improve wear resistance and surface quality.
Cleaning: Ensure that the part is thoroughly cleaned to remove any machining residues or contaminants that may affect further processing or assembly.
Based on the above steps, manufacturers can effectively machine deep cavity thin-wall parts while maintaining high standards of quality and precision.
What Are The Methods For Machining Deep Cavity Thin-Wall Parts?
The methods for machining deep cavity thin-wall parts mainly include the following:
- Milling: Using CNC milling machines for deep cavity milling, suitable for complex shapes.
- Electrical Discharge Machining (EDM): Effective for high-hardness materials, allowing precise machining of deep cavities.
- Laser Processing: Utilizing laser technology for high precision and complex shape cutting.
- Ultrasonic Machining: Reducing cutting forces with ultrasonic vibrations, ideal for thin-wall and intricate parts.
- Precision Grinding: Employed to enhance surface quality and dimensional accuracy.
- 3D Printing: Suitable for directly manufacturing complex thin-wall parts, reducing the need for further machining.
- Hybrid Machining: Combining multiple machining techniques to improve efficiency and precision.
Process Challenges In Deep Cavity Thin-Wall Machining
Machining deep cavity thin-wall parts also presents many unique challenges that can affect the efficiency and quality of the manufacturing process.
Deformation Risk:Thin-wall structures inherently possess low rigidity, making them susceptible to deformation during machining. Cutting forces can lead to significant bending or warping, especially if clamping is inadequate or improper. To mitigate this risk, it is essential to design fixtures that securely hold the part without introducing additional stress, ensuring its integrity.
Vibration And Chatter:The lightweight nature of thin-wall parts may result in increased vibrations and chatter during the machining process, negatively impacting surface quality and dimensional accuracy. Choosing appropriate tools with suitable geometries and coatings is crucial to minimize vibrations, thereby ensuring stable cutting conditions and enhancing overall machining effectiveness.
Chip Removal And Cooling:Deep cavity structures can hinder effective chip removal, leading to chip buildup that may cause tool wear or damage to the part. Effective chip management is critical for facilitating smooth chip evacuation throughout the machining process. Additionally, ensuring adequate cooling presents a challenge, particularly in deep cavities where coolant may not reach effectively. This necessitates the development of appropriate cooling strategies and tool designs.
Tool Access And Reach:Machining deep cavities often requires tools to reach difficult areas, complicating the process and potentially leading to uneven cutting or poor surface quality. The use of longer tools to access deep features increases the risk of deflection and vibration, which can further impact machining precision. Therefore, careful tool selection and effective machining strategies are essential.
Precision And Tolerances:Maintaining tight tolerances is particularly challenging in deep cavity thin-wall machining. The potential for deformation and vibration can lead to reduced machining accuracy, necessitating continuous monitoring and adjustments to ensure compliance with design specifications. Inspecting deep cavities can also be difficult, requiring specialized measuring tools or techniques to verify part quality.
Process Stability:Finding the right cutting parameters—such as speed, feed rate, and depth of cut—is crucial for balancing efficiency and part integrity. These parameters may need to be frequently adjusted based on real-time feedback from the machining process. Implementing effective quality control measures throughout machining is essential for promptly identifying and resolving any issues that arise.
Considerations During The Deep Cavity Thin-Wall Process
When machining deep cavity thin-wall parts, there are many details that can affect the precision of the parts, and during the machining process, we must pay attention to avoiding such issues.
Material Selection:Choosing high-strength and high-hardness materials, such as stainless steel, titanium alloys, or aluminum alloys, is essential for withstanding the loads and stresses typical of deep cavity thin-wall applications. The selected materials should not only meet performance requirements but also be suitable for machining to minimize deformation.
Tool Selection:Selecting the right tools is crucial for machining the specific shapes and dimensions of deep cavity thin-wall parts. Tools like long-reach end mills and straight-shank drill bits should be chosen to ensure stability and precision during the machining process. The tool geometry and coating can also play a significant role in reducing cutting forces and improving surface quality.
Cutting Parameters:It is important to establish appropriate cutting parameters, including cutting speed, feed rate, and depth of cut, tailored to the material and part geometry. Proper selection of these parameters ensures stable machining conditions, enhances efficiency, and minimizes risks of tool wear and workpiece deformation.
Coolant Usage:Due to the tendency for high temperatures to develop during machining, adequate coolant is essential for cooling and lubrication. This helps maintain machining stability and extends tool life, especially in deep cavities where heat dissipation may be limited.
Clamping Methods:Effective clamping techniques are vital to securely hold thin-wall parts during machining. The chosen method must prevent movement or deformation while allowing for easy access to the machining area. Careful design of the fixture is necessary to avoid introducing additional stress on the workpiece.
Processing Sequence:The sequence of machining operations should be determined based on the specific shape and processing requirements of the part. A well-planned sequence helps prevent issues like deformation or cracking, ensuring that each step contributes to the overall quality of the final product.
Conclusion
In summary, the CNC machining process for deep cavity thin-wall parts involves a series of meticulous steps that require careful planning and execution. From selecting the right materials and tools to determining optimal cutting parameters and ensuring proper cooling, each element plays a critical role in achieving high precision and quality. By addressing the unique challenges presented by deep cavity structures and thin-wall geometries, manufacturers can enhance the efficiency of their machining operations while minimizing risks such as deformation and cracking.
As technology advances, continuous improvements in CNC machining techniques and equipment will further empower engineers and machinists to push the boundaries of what is possible in manufacturing complex components. Embracing these methodologies not only contributes to superior product performance but also strengthens competitive advantages in today’s dynamic market.
Final Thoughts
In the CNC machining process for deep cavity thin-wall components, careful planning is essential. As a professional with 15 years of experience in the CNC machining service industry, I understand the importance of material selection, tool choice, cutting parameters, coolant, clamping methods, and processing sequences. For instance, when working on an aerospace component, I would choose high-strength aluminum to reduce the risk of deformation, and use specific tools and coolant to ensure stability and precision during machining. Ultimately, our parts not only met the client’s strict requirements but also improved production efficiency. I recommend UtiRapid for its excellent technical support and solutions in deep cavity thin-wall machining, making it a reliable choice.
FAQS
What Is The Minimum Wall Thickness For CNC Machining?
The minimum wall thickness for CNC machining generally ranges from 0.5 mm to 2 mm, depending on the material and the specific machining process used. Thinner walls may lead to issues like warping or difficulty in achieving precise tolerances. It’s essential to consider factors such as material properties, part design, and machining method to determine the appropriate wall thickness for your project. For optimal results, consulting with a CNC machining expert is advisable.
What Is The Difference Between Thin-Walled Cavities And Thick-Walled Cavities?
The main difference between thin-walled cavities and thick-walled cavities is that thin-walled cavities typically have wall thicknesses less than 2 mm, resulting in increased susceptibility to deformation and vibration during machining, while thick-walled cavities have greater wall thicknesses, providing more stability and rigidity during the machining process.
What Is The Maximum Thickness For CNC Machining?
The maximum thickness for CNC machining typically ranges up to 200 mm (about 8 inches), though specialized machines can handle thicker materials. Factors like tooling, fixturing, and part design also affect the limits.



